


















The non-contact temperature measurement in food production for quality assurance places high demands on the pyrometer used
The application case:
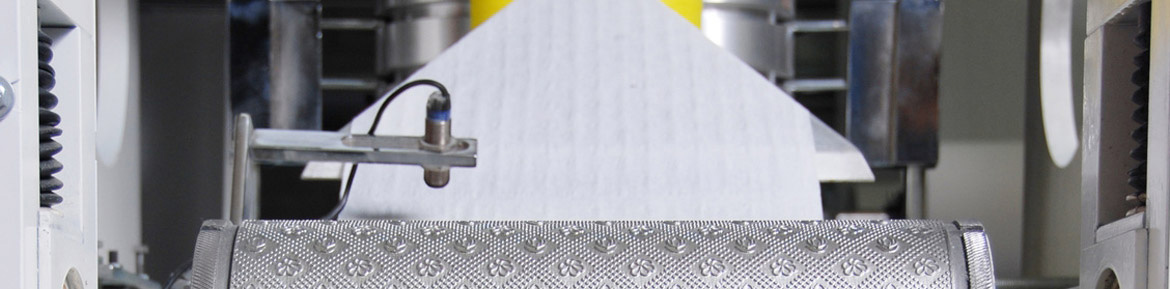
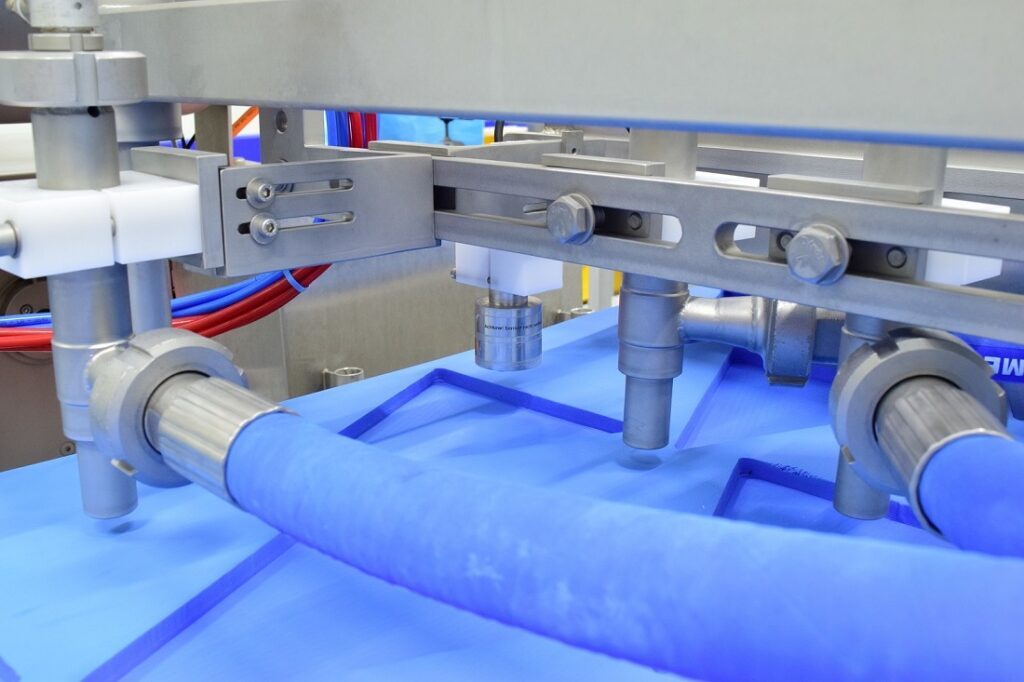
In food production, a frozen item with an object temperature of -13°C is to be detected. If the frozen product passes under the sensor on the conveyor belt, the temperature is measured without contact and a switching process is triggered, which initiates the breading/marinating of the frozen product.
The challenge of the use case:
The cleaning of these systems in the food industry is carried out in accordance with HACCP standards. The caustic solution is applied in foam form at a pressure of around 35 bar. Cleaning is carried out cyclically with a 120°C steam jet.
All infrared temperature sensors and pyrometers previously available on the market could not withstand these loads and requirements and were defective after a short time.
Ultrasonic sensors and visual camera systems have not worked so far. The reason for this is the shape and colour of the conveyor belt, which is not recognised by the sensors and cameras.
novasens Sensortechnik then developed the IR602 sensor, which withstood the stresses and strains and has a hygienic design.
Requirements:
- Using the sensor in hygiene zone 2
- Protection class according to IP69K
- Sensor housing made of V4A stainless steel
- Hygienic design: No gaps/interstices in which bacteria can settle and so that the cleaning agent remains on the sensor surface for as long as possible during the foaming/cleaning process.
The benefits for our customer:
- Precise, non-contact temperature measurement of the frozen food for quality assurance
- Even marinating/panelling of the frozen piece
- Cost reduction of machine downtimes through the use of robust sensor technology
- Cost reduction due to less material waste
Measurement system in use:
novasens 2050 pyrometer with IR602 infrared temperature sensor in protection class IP69K
Temperature measuring range: -40°C to +60°C
