



















Non-contact temperature measurement in the plastic injection moulding process for quality assurance
The application case:
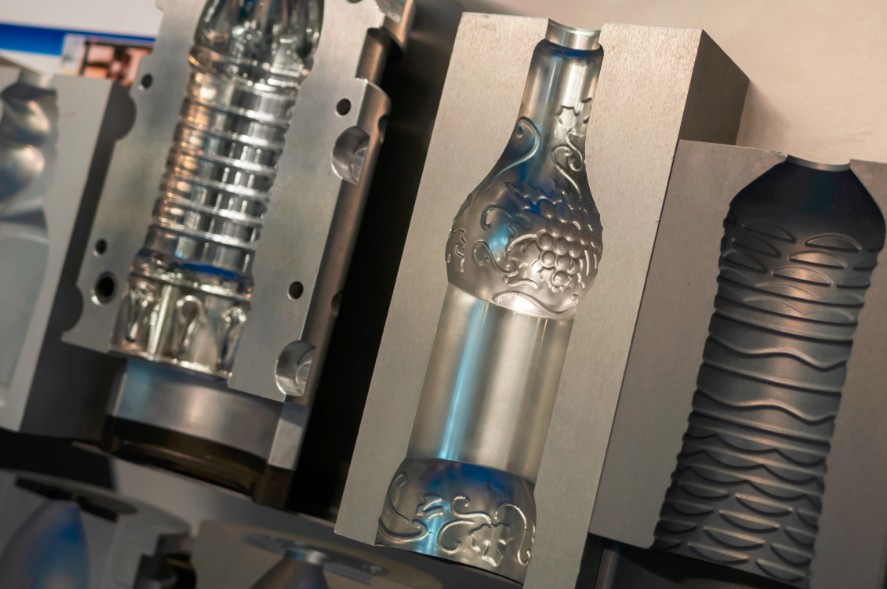
In the plastic injection moulding process for the production of larger plastic parts, the aim is to reduce material waste and optimise the shutter time on the component mould. Up to now, the temperature of the process has only been monitored randomly using hand-held IR thermometers and a longer shutter time on the mould has been set for safety reasons. An inline measuring system for non-contact temperature measurement of the injection moulded components is to be implemented.
The challenge of the use case:
A decisive factor for the material waste was that the blank was demoulded too quickly, which meant that too much heat was still stored and the component was distorted: the fitting dimensions no longer matched. As a result, the closure time of the component mould was extended, which greatly reduced the efficiency of the entire system.
By optimising temperature measurement and control, the aim is to increase the process stability of the manufactured blanks, improve the quality of the parts produced and reduce the reject rate. Overall, this contributes to more efficient and cost-effective plastic injection moulding production. The principle of non-contact temperature measurement ensures that the blank is not affected.
Requirements for the measurement system:
- Output of an analogue 4-20mA sensor signal for further processing to the PLC
- Fast reaction time of T90 in 200ms
- Small measuring spot of the sensor optics to be able to detect injection moulded parts of different sizes
- Easy to replace thanks to modular design: the sensor should be able to be replaced quickly in the event of a defect
The benefits for our customer:
- Optimisation of cooling and removal times to reduce mould closing times
- Increase system efficiency and capacity by shortening closing times
- Quality assurance through precise, non-contact temperature measurement of the injection moulded blanks
- Significant cost reduction due to fewer defective injection moulded parts and therefore less material waste in ongoing production
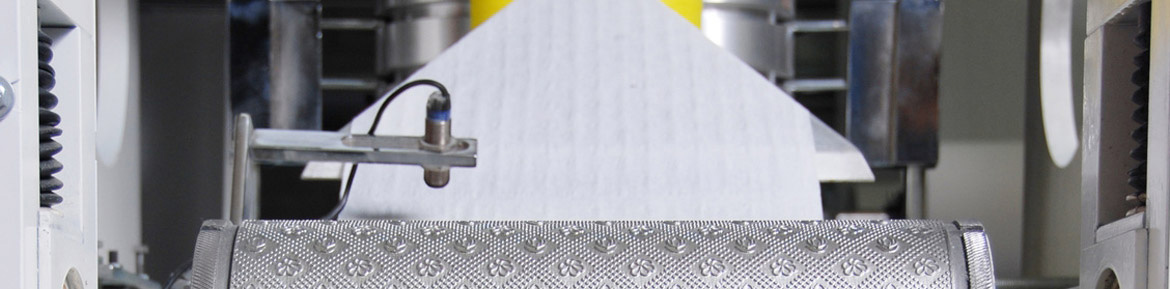
Measurement system in use:
Pyrometer novasens 2050 with sensor IR502GAC
Temperature measuring range: 0°C – 250°C
  |