



















Berührungslose Temperaturmessung im Kunststoffspritzgussverfahren zur Qualitätssicherung
Der Anwendungsfall:
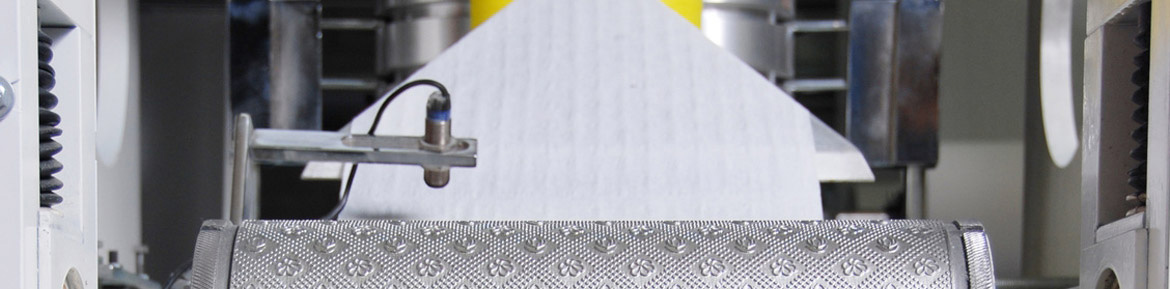
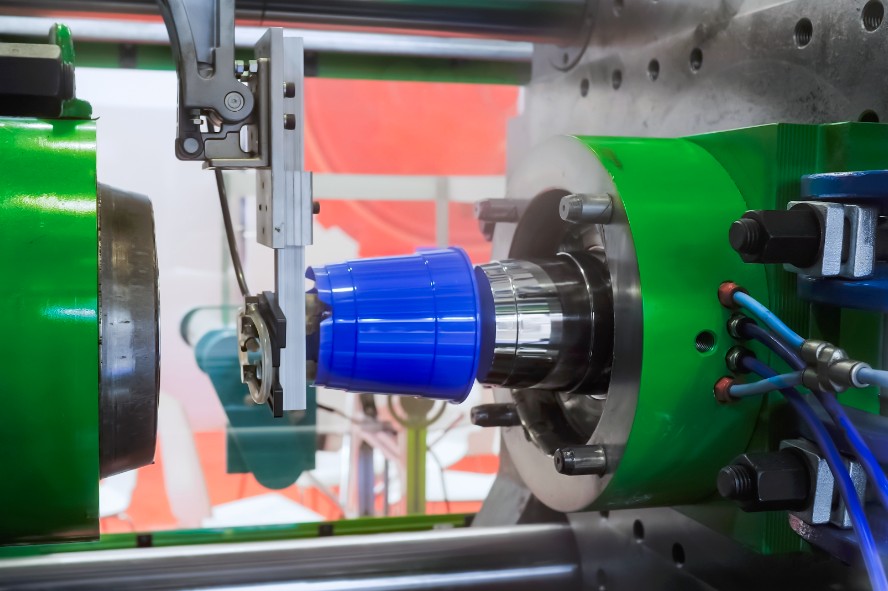
Im Kunststoffspritzgussverfahren bei der Herstellung größerer Kunststoffteile soll der Materialausschuss reduziert werden und die Verschlusszeit an der Form optimiert werden. Eine Temperaturüberwachung des Prozesses fand bisher nur stichprobenartig mit IR-Handthermometern statt und es wurde zur Sicherheit eine längere Verschlusszeit eingestellt. Ein Inline-Mess-System zur berührungslosen Temperaturmessung der Spritzgussbauteile soll implementiert werden.
Die Herausforderung des Anwendungsfalls:
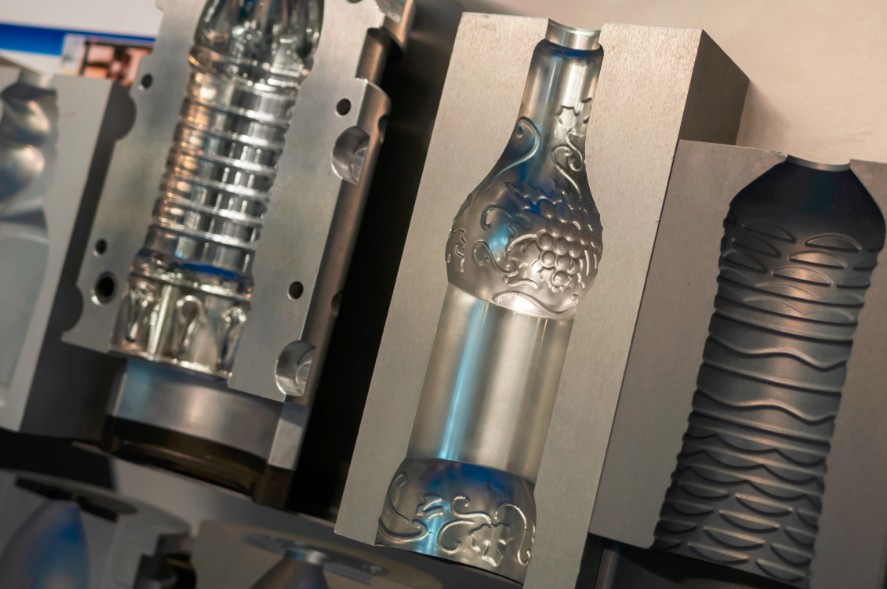
Ein entscheidender Faktor für den Materialausschuss war, dass der Rohling zu schnell entformt wurde, dadurch noch zu viel Wärme gespeichert hatte und ein Bauteilverzug stattfand: die Passmaße stimmten nicht mehr überein. Als Folge wurde die Verschlusszeit der Bauteilform verlängert wodurch die Effizienz der gesamten Anlage stark abnahm.
Durch die Optimierung der Temperaturmessung und -regelung soll an den hergestellten Rohlingen die Prozessstabilität erhöht, die Qualität der produzierten Teile verbessert und die Ausschussrate verringert werden. Dies trägt insgesamt zu einer effizienteren und kostengünstigeren Kunststoffspritzgussproduktion bei. Durch das Prinzip der berührungslosen Temperaturmessung wird sichergestellt, dass der Rohling nicht beeinflusst wird.
Anforderungen an das Mess-System:
- Ausgabe eines analogen 4-20mA Sensorsignals zur Weiterverarbeitung an die SPS
- Schnelle Reaktionszeit T90 von 200ms
- Kleiner Messfleck der Sensoroptik um Spritzgussteile unterschiedlicher Größen erfassen zu können
- Leichte Austauschbarkeit durch modulare Bauweise: der Sensor soll im Falle eines Defektes schnell ausgetauscht werden können
Der Nutzen für unseren Kunden:
- Optimierung der Abkühl- und Entnahmezeiten damit Verringerung der Schließzeiten der Form
- Erhöhung der Anlageneffizienz und – kapazität durch Verkürzung der Schließzeiten
- Qualitätssicherung durch eine präzise, berührungslose Temperaturmessung der Spritzgussrohlinge
- Erhebliche Kostenreduzierung durch weniger defekte Spritzgussteile und damit geringerer Materialausschuss in der laufenden Produktion
Eingesetztes Mess-System:
Pyrometer novasens 2050 mit Sensor IR502GAC
Temperaturmessbereich: 0°C – 250°C
  |